プラスチック溶接と言ってもさまざまな方法が有りますが、弊社が行っておりますホットジェット溶接は、溶接を行うプラスチック母材の開先と溶接棒の先端とに加熱に熱風を用い溶融させた溶加材を開先部に押し付けることによって一体化させ溶接する方法です。
仕上がりの美しさと強度は職人の腕によって決まります


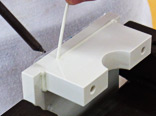

接着だけでは強度を保てない物を溶接で補ったり、機密性が必要なものに(薬液槽、真空タンク等)溶接加工を行います。
溶接手順
-
- 工程1
- 溶棒の先端を溶接ガンで炙り、溶接棒を竹槍状にカッターで斜めにする。

-
- 工程2
- 溶接開始点を溶接ガンで温め、溶棒を垂直に突き刺す。

-
- 工程3
- 母材・溶棒・母材の合流点に溶接ガンの熱風を当てる。
溶棒を後方45度程度に倒し、先端が「Jの字」になる様に押し進める。 
-
- 工程4
- 溶接終了点で溶接棒をカッターで切断

溶接可能な材質 ※弊社実績が有る材質
- 塩化ビニル(塩ビ、PVC)
- ポリプロピレン(PP)
- ポリカーボネイト(PC)
- ポリエチレン(PE)
- ポリエチレンテフタレート(PET)
- アクリル樹脂(PMMA)
※溶解棒は塩化ビニルを使用。 - フッ素樹脂(PTFE)
- ポリフッ化ビニリデン(PVDF)
- ポリエーテルエーテルケトン(PEEK)
溶接加工の利点・欠点

- 機密性、強度の向上が可能となります。

- 熱をくわれる方法な為、収縮変形での母材の歪み、透明板の場合は曇り等発生します。
※外観が必要なディスプレイ用途等で
溶接することは稀です。
接着技術

アクリル素材や曲げ加工した製品に部品を接着することもあります。
接着剤の配合は独自のノウハウがありますのでお伝えできませんが、
しっかりと強度を保ちつつ美しい仕上がりとなります。